研削盤・中古機械情報.net >> 各種研削盤について >> 芯無研削盤
芯無研削盤
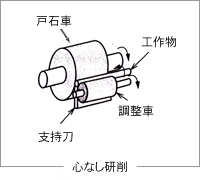
工作物をセンター穴において支持したり、外径をチャック等にて把握したり、 工作物を固定せず、研削砥石と調整車および支持刃(ブレード)で交えて 円筒研削を行う。この方式を芯無研削といい、使用する工作機械を芯無研削盤(センタレス)という。 芯無研削では、加工部分が全長に沿って支持される為、均一な研削ができ、 細い工作物の研削に適し、工作物の取り付け、取り外しが不要で、生産性が高い加工方式です。
加工方式としての通し送り研削(スルーフィード)、停止研削(インフィード)
加工方式として主に2つの方式があります。どちらの方式にしても、センタレス最大の特長は 調整砥石により加工物に回転力と推進力を与える加工である事です。
通し送り研削(スルーフィード)
加工方式として主に2つの方式があります。どちらの方式にしても、センタレス最大の特長は
調整砥石により加工物に回転力と推進力を与える加工である事です。
通し送り研削は砥石と調整車の間隔を一定にしたまま、この間に工作物を通す方式で円筒工作物
の量産加工に適します。調整車をわずかに傾ける事で、工作物は回転しながら軸方向に送りが与えられます。

停止研削(インフィード)
停止研削は、頭のついた工作物、テーパー、段などある工作物で、1つずつ支持刃にのせ、 調整車で工作物に軸方向の推力を与えて研削する方式で、奥側にワーフストッパー等を設け、加工位置を決めます。 この方式の場合、一回ごとに切り込みをかける必要があり、調整車を砥石側に寄せる動作により行います。 その駆動方式として、手動式レバー、エアーシリンダーモーター、等を用途、目的に応じて採用します。

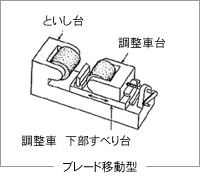
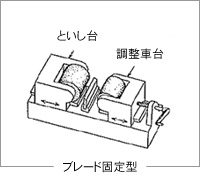
機械構成として ブレード移動型とブレード固定型
芯無研削盤の構成として、以下の2通りの形式があります。 工作物の加工直径は、砥石と調整車との距離によって決まります。この距離の調整方法として、 ブレード移動型とブレード固定型があります。ブレード移動型の構成が多数派で、前述の通し送り研削に適しております。 ブレード固定型は、工作物供給位置を常時定位置で行える為、外部供給装置を取り付ける場合に有効な構成です。 ひいては、停止研削の場合、外部供給装置を使用する場合が多く、停止研削に向いているという事になります。 又、極小、極細工作物の通し送り研削においても有効な構成です。
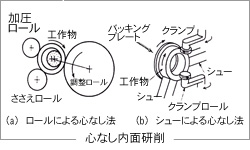
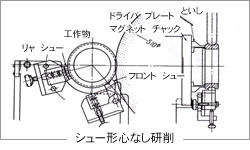
特殊な芯無研削盤
工作物を調整車やブレードに限らず、シューやローラー等で支え、
磁気チャックでドライバープレートに吸引して回転を与え、外周や内面を研削する機械も芯無研削盤の仲間です。
混乱を防ぐ為にシュー研、ローラー研という風に呼び分けています。
ベアリングの内外輪の内、外径研削、内外溝入れ加工に用いられます。