研削盤・中古機械情報.net >> 各種研削盤について >> ラップ盤
ラップ盤
ラップ盤は研削盤などで仕上げされた平面、円筒外面、球面などの工作物表面を一層平滑にし、同時に寸法精度も向上させるのに用いられる。
特にここでは、広く用いられている平面要ラップ盤について述べます。本ラップ盤は一般的に工作物を鋳鉄でできたラップ定盤に適当な軽い圧力で押し付け、アランダム、カーボランダムなどを研磨剤などの油性あるいは水性のラップ液に適当量で溶いて、工作物と定盤の間に加え、互いに摺動し、工作物表面を研磨剤の鋭刃により少しずつ削り取り、定盤の平坦度を加工物に転写する加工法です。
機械としては、両面を同時ラッする両面機-と片面だけをラップする片面機とがあります。


両面ラップ盤について
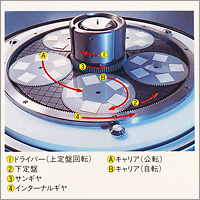
上定盤、下定盤、工作物を保持するキャリア、キャリアを自転、公転運動させるための中心ギヤ(サンギヤ)、外周ギヤ(インターナルギヤ)により構成されています。また機械本体のサイズを使用するキャリア径をインチサイズで呼びわけています。(例:キャリア径φ230前後であれば、9インチなので9Bになります)
両面ラップの加工方式
4way方式
上定盤、下定盤、サンギヤ、インターナルギヤの4つが回転運動する方式です。回転方向的には、上、下、基盤は反対方向に、キャリアは下定盤と同じ方向に公転しながら自転します。特徴としては、加工速度が速く、加工時間が短縮されます。
2way方式
上定盤、下定盤は回転せず、サンギヤ、インターナルギヤの2つが回転運動する方式です。定盤の振れ精度を監視できるため、高精度を狙えますが、加工速度が遅いという難点があります。
3way方式
上定盤、下定盤、サンギヤ、インターナルギヤの3つが回転運動する方式です。
4way、2wayの長、短所を補う方式です。
上定盤の加工制御方式について
加工するに当たり、加工開始時点では加工物単位面積当たりにかかる加重を軽くし、全面当たりが出た所で加重を強くしたり、加工物、加工状況に合わせ、加圧量と時間を、コントロールしながら加工します。
上定盤駆動用シリンダーに供給されるエアー圧を調整する事により、コントロールするタイプと、ロードセル等を用い、上定盤の重さも含めた形で、単位面積当たりの加圧量をプリセットするタイプ等があります。
片面ラップ盤
下定盤と加工物を定盤面におしつける為の加圧機構により構成されます。加工機構としては錘(おもり)をのせる原始的な物から、円板状のプレッシャープレートを用いエアーシリンダーにて、高い加工圧をかけられるタイプがあります。高圧力な程、加工スピードが速くなります。
片面ラップの加工方式
片面ラップ盤の加工方式として、ラップ加工、ハードポリッシュ加工、ソフトポリッシュ加工があります。
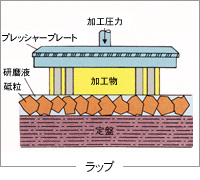
ラップ加工
下定盤に一般的には鋳鉄を定盤に用いるため 砥粒が定盤にささる事がなく砥粒が自由に転がる遊離砥粒による加工です。梨地状の加工面を形成します。
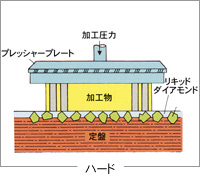
ハードポリッシュ加工
前工程の平面精度を維持しながら、更に緻密に研磨して、光沢のある鏡面にする加工方式です。 下定盤に、銅、錫あるいは金属ベースに樹脂を混ぜ込んだ、軟らかい材質を用い、砥粒が定盤の表面に埋め込まれる事により、固定砥粒による鏡面加工を行います。
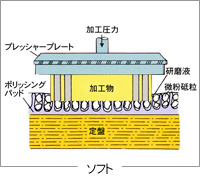
ソフトポリッシュ加工
ハードポリッシュシュ以上に鏡面の平滑さが 要求される場合や高い圧力でダメージを受けやすい 加工物の場合に用います。定盤上に柔軟性、 粘弾性のあるポリっシングパットを貼り、 加工物とパットの間に研磨液を供給して加工面を 鏡面状態に仕上げます。